BOSM -12010 Qarşı Başlı Qazma Frezesi


1. istifadəmaşın :
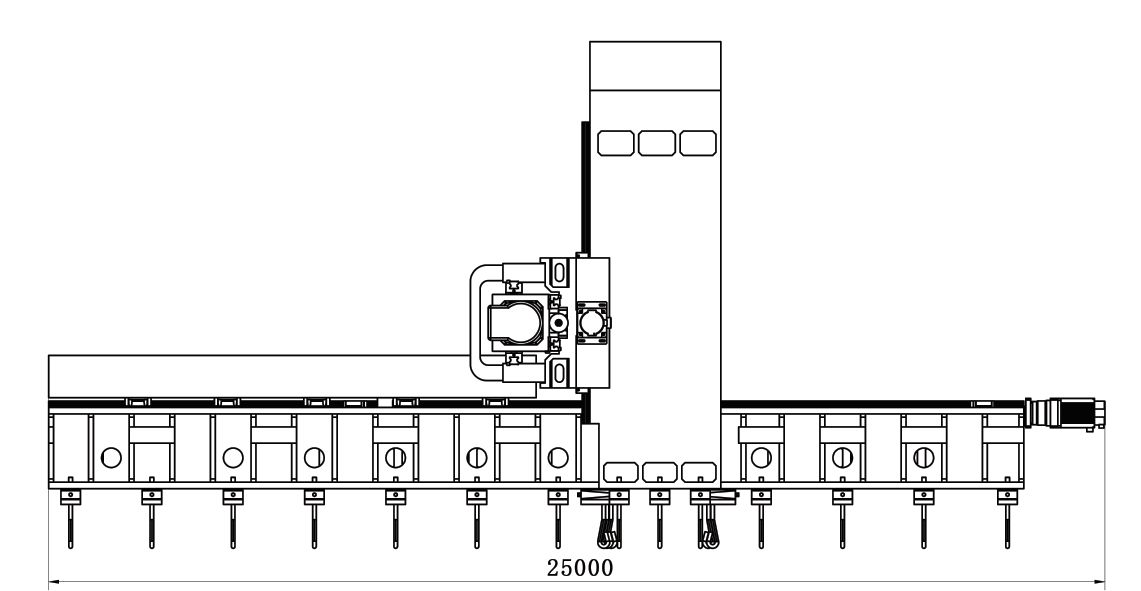
BOSM- 12000* 1000 sabit şüalı CNC portal iki sütunlu başdan-başa qazma və freze maşını ekskavator qollarının/çubuqlarının emalı üçün xüsusi dəzgahdır. Yastıq, iş parçasının sürətli işlənməsini həyata keçirə bilər, iş parçası effektiv vuruş diapazonunda qazıla bilər, freze edilə bilər və qazıla bilər, iş parçası bir anda yerində işlənə bilər (ikinci sıxmağa ehtiyac yoxdur), yükləmə və boşaltma sürəti sürətli, yerləşdirmə sürəti sürətli və emal dəqiqliyi yüksəkdir. Yüksək, yüksək emal səmərəliliyi.
2.Maşın quruluşuxüsusiyyətləri:
Dəzgahın əsas komponentləri: yataq, dəzgah, sol və sağ sütunlar, tirlər, portal birləşdirici tirlər, yəhərlər, qoçlar və s., iri hissələr qatran qum qəlibindən, yüksək keyfiyyətli boz dəmir 250 tökmə, istidə tavlanır. qum çuxuru → vibrasiya yaşlanması → istilik müalicəsi Ocağın tavlanması → vibrasiya yaşlanması → kobud emal → vibrasiya yaşlanması → isti sobanın tavlanması → vibrasiya yaşlanması → bitirmə, hissələrin mənfi stressini tamamilə aradan qaldırın və hissələrin işini sabit saxlayın. Sabit yataq, sol və sağ sütunlar, portal və iş dəzgahı hərəkət edir; O, frezeleme, qazma, qazma, havşalama, tıqqıltı və s. funksiyalarına malikdir. Aləti soyutma üsulu xarici soyutmadır. Dəzgahda 4 oxlu əlaqə və 5 oxlu tək hərəkəti həyata keçirə bilən 5 qidalanma oxu var. 2 güc başlığı var. Dəzgahın oxu və güc başlığı aşağıdakı şəkildə göstərilmişdir.


2.1.Eksenel ötürücü qidalanma hissəsinin əsas quruluşu
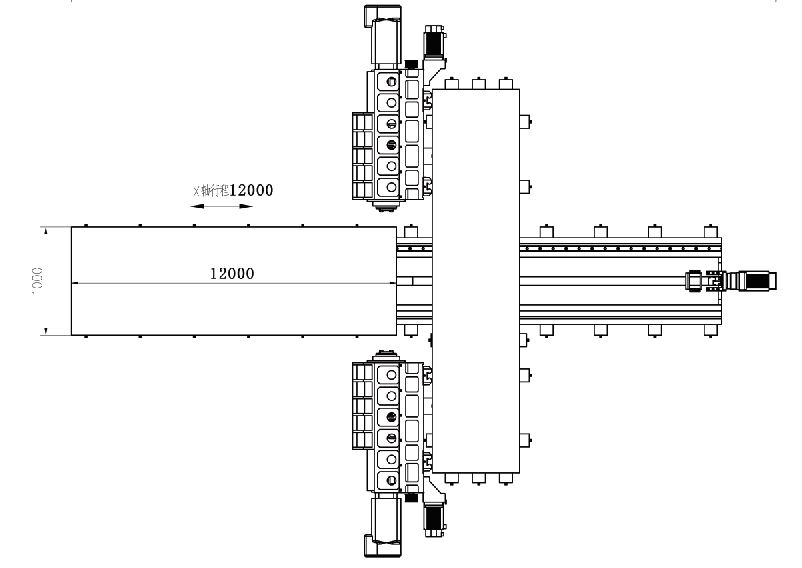
2.1.1.X oxu:İş masası sabit yatağın bələdçi relsləri boyunca yana doğru hərəkət edir.
X 1 ox sürücüsü: AC servo motor və yüksək dəqiqlikli planet reduktoru X oxunun xətti hərəkətini həyata keçirmək üçün iş dəzgahının hərəkətini idarə etmək üçün top vinti ilə idarə olunur.
Bələdçi rels forması: iki yüksək güclü dəqiqlikli xətti bələdçi relsləri qoyun.
2.1.2 Z1 oxu:Güc başlığı və yəhər sütunun ön tərəfində şaquli şəkildə quraşdırılıb və sütun bələdçi relsi boyunca yuxarı və aşağı hərəkət edir.
Z1 oxlu transmissiya: AC servo motor və sinxron təkər Z oxu xətti hərəkətini həyata keçirmək üçün yəhəri idarə etmək üçün top vintini idarə etmək üçün istifadə olunur.
2.1.3 Z2 oxu:Güc başlığı və yəhər sütunun ön tərəfində şaquli şəkildə quraşdırılıb və sütun bələdçi relsi boyunca yuxarı və aşağı hərəkət edir.
Z2 oxlu ötürmə: AC servo motor və sinxron təkər Z oxu xətti hərəkətini həyata keçirmək üçün yəhəri idarə etmək üçün top vintini idarə etmək üçün istifadə olunur.
2.1.4 Y1 oxu:Güc başlığı yəhəri sağ sütunun ön tərəfində şaquli olaraq quraşdırılıb və sütun bələdçi relsi boyunca sola və sağa qarşılıqlı hərəkət edir.
Y1-ox ötürülməsi: AC servo motor və yüksək dəqiqlikli planet reduktoru, Y1 oxunun xətti hərəkətini həyata keçirmək üçün top vintindən keçmək üçün qoçu idarə etmək üçün istifadə olunur.
2.1.5 Y2 oxu:Güc başlığı yəhəri sağ sütunun ön tərəfində şaquli şəkildə quraşdırılıb və sütun bələdçi rayı boyunca sola və sağa qarşılıqlı hərəkət edir.
Y2 oxlu ötürmə: AC servo motor və yüksək dəqiqlikli planet reduktoru Y2 oxu xətti hərəkətini həyata keçirmək üçün top vintindən keçmək üçün qoçu idarə etmək üçün istifadə olunur.
2.2.Qazma və freze güc başlığının hərəkət istiqaməti (güc başlığı 1 və 2 daxil olmaqla) kvadrat qoç quruluşunu qəbul edir, ən qabaqcıl məftil-sərt birləşdirilmiş bələdçi rels üsulu, sərt rels güclü dayaq, 4 xətti roller bələdçi dəmir yolu ilə əhatə olunmuşdur. cütlər idarə olunur və sürücü AC servo motoru qəbul edir Sinxron kəməri (i=2) və dəqiq top vida ötürücüsünü idarə edir, güc başlığı ağır yük dəqiqliyi ilə idarə olunan sinxron kəmər və sinxron təkər vasitəsilə yavaşlamaq üçün servo motoru qəbul edir. bələdçi dəmir yolu cütü və şaquli top vintini döndərmək üçün idarə edir, güc başlığını həyata keçirərək yuxarı və aşağı şaquli hərəkət edin və vida və servo motorda maşın başının daşıma qabiliyyətini azaltmaq üçün azot balans çubuğu ilə təchiz olunub. Z oxu mühərriki avtomatik əyləc funksiyasına malikdir. Elektrik kəsilməsi halında, avtomatik əyləc motor milini sıx şəkildə saxlayacaq. , belə ki, dönə bilməsin. İşləyərkən, qazma ucu iş parçasına toxunmadıqda, sürətlə qidalanacaq; qazma biti iş parçasına toxunduqda o, avtomatik olaraq iş yeminə keçəcək. Qazma biti iş parçasına daxil olduqda, o, avtomatik olaraq sürətli geri sarmağa keçəcək; qazma bitinin ucu iş parçasını tərk edib təyin edilmiş vəziyyətə çatdıqda, iş masası avtomatik dövriyyəni həyata keçirmək üçün növbəti deşik vəziyyətinə keçəcəkdir. Güc başlığı məftil və sərt relsin birləşməsini qəbul edir ki, bu da təkcə avadanlığın işləmə sürətini təmin etmir, həm də avadanlığın sərtliyini xeyli artırır. Və o, əmək məhsuldarlığını yaxşılaşdıran kor deşik qazma, frezeleme, paxlama, çip qırma, avtomatik çip çıxarılması və s. funksiyalarını həyata keçirə bilər.

(sol güc başı)
2.3. Çiplərin çıxarılması və soyudulması
Dəzgahın altında hər iki tərəfdə spiral və yastı zəncirli çip konveyerləri quraşdırılıb və çiplər sivil istehsalın həyata keçirilməsi üçün iki mərhələdə spiral və zəncirli lövhələr vasitəsilə sonunda avtomatik olaraq çip konveyerinə axıdıla bilir. Çip konveyerinin soyuducu çənində qazma məhsuldarlığını və qazma bitinin xidmət müddətini təmin etmək üçün alətin xarici soyudulması üçün istifadə edilə bilən soyuducu nasos var və soyuducu təkrar emal edilə bilər.
3.Tam rəqəmsal rəqəmsal idarəetmə sistemi:
3.1.Çip qırma funksiyası ilə çip qırılma vaxtı və çip qırılma dövrü insan-maşın interfeysində təyin edilə bilər.
3.2.Alət qaldırma funksiyası ilə alətin qaldırma hündürlüyü insan-maşın interfeysində təyin edilə bilər. Qazma bu hündürlüyə çatdıqda, qazma biti tez bir zamanda iş parçasının yuxarı hissəsinə qaldırılır, sonra çiplər atılır və sonra qazma səthinə sürətlə ötürülür və avtomatik işə çevrilir.
3.3.Mərkəzləşdirilmiş əməliyyat idarəetmə qutusu və əl qurğusu ədədi idarəetmə sistemini qəbul edir və USB interfeysi və LCD maye kristal displeylə təchiz olunub. Proqramlaşdırma, saxlama, göstərmə və əlaqəni asanlaşdırmaq üçün əməliyyat interfeysi insan-maşın dialoqu, xətanın kompensasiyası və avtomatik siqnalizasiya kimi funksiyalara malikdir.
3.4.Avadanlıq emaldan əvvəl çuxurun vəziyyətini əvvəlcədən nəzərdən keçirmək və yenidən yoxlamaq funksiyasına malikdir və əməliyyat çox rahatdır.
4. Avtomatik yağlama
Dəzgahın dəqiq xətti bələdçi relsləri, dəqiq bilyalı vint cütləri və digər yüksək dəqiqlikli hərəkət cütləri avtomatik yağlama sistemləri ilə təchiz edilmişdir. Avtomatik yağlama nasosu təzyiqli yağı çıxarır və kəmiyyət sürtkü yağ kamerası yağa daxil olur. Yağ kamerası yağla doldurulduqdan sonra, sistem təzyiqi 1,4-1,75Mpa-a yüksəldikdə, sistemdəki təzyiq açarı bağlanır, nasos dayanır və boşaltma klapan eyni vaxtda boşaldılır. Yolda yağ təzyiqi 0,2Mpa-dan aşağı düşdükdə, kəmiyyət sürtkü yağlayıcı yağlama nöqtəsini doldurmağa başlayır və bir yağ doldurulmasını tamamlayır. Kəmiyyət yağ injektorunun dəqiq yağ tədarükü və sistem təzyiqinin aşkarlanması sayəsində yağ tədarükü etibarlıdır, hər bir kinematik cütün səthində yağ təbəqəsinin olmasını təmin edir, sürtünmə və aşınmanı azaldır və zədələnmənin qarşısını alır. həddindən artıq istiləşmə nəticəsində yaranan daxili quruluş. , dəzgahın düzgünlüyünü və ömrünü təmin etmək. Sürüşən bələdçi dəmir yolu cütü ilə müqayisədə, bu dəzgahda istifadə olunan yuvarlanan xətti bələdçi rels cütü bir sıra üstünlüklərə malikdir:
①Hərəkət həssaslığı yüksəkdir, yuvarlanan bələdçi relsinin sürtünmə əmsalı kiçikdir, cəmi 0,0025 ~ 0,01 və sürücülük gücü çox azalır, bu da adi texnikanın yalnız 1/10 hissəsinə bərabərdir.
② Dinamik və statik sürtünmə arasındakı fərq çox kiçikdir və sonrakı performans əladır, yəni sürücülük siqnalı ilə mexaniki hərəkət arasındakı vaxt intervalı son dərəcə qısadır, bu da cavab sürətini və həssaslığını yaxşılaşdırmağa kömək edir. ədədi nəzarət sistemi.
③Yüksək sürətli xətti hərəkət üçün uyğundur və onun ani sürəti sürüşən bələdçi relslərdən təxminən 10 dəfə yüksəkdir.
④ Boşluqsuz hərəkəti həyata keçirə və mexaniki sistemin hərəkət sərtliyini yaxşılaşdıra bilər.
⑤Peşəkar istehsalçılar tərəfindən istehsal olunur, yüksək dəqiqliyə, yaxşı universallığa və asan təmirə malikdir.

5. Maşın istifadə mühiti:
Enerji təchizatı: üç fazalı AC380V ± 10% , 50Hz ± 1 Ətraf mühitin temperaturu: 0 ° ~ 45 °
Beş, əsas texniki parametrlər:


6. Texniki parametrlər
| Model | BOSM12010 | |
| Maksimum emal iş parçası ölçüsü | Uzunluq × en × hündürlük (mm) | 12000×1000×1500 |
| Maksimum kəsici diametri | 200 mm | |
| Portal maksimum yem | Eni (mm) | 1300 |
| iş masasının ölçüsü | Uzunluq X Eni (mm) | 12000*1000 |
|
Horizontal ram tipli qazma başlığı güc başlığı bir iki
| Kəmiyyət (2) | 2 |
| Mil konik | BT50 | |
| Qazma diametri (mm) | Φ2-Φ60 | |
| Çəkmə diametri (mm) | M3-M30 | |
| Mil sürəti (d/dəq) | 30 ~ 6000 | |
| Servo mil mühərrikinin gücü (kw) | 37 | |
| Masa mərkəzindən mil burun məsafəsi (mm) | 150-650 | |
| Tək qoçun sol və sağ vuruşu (mm) | 500 | |
| Qoçun mərkəzi ilə masanın müstəvisi arasındakı məsafə (mm) | 200-1700 | |
| Qoçun yuxarı və aşağı vuruşu (mm) | 1500 | |
| Təkrarlanma qabiliyyəti | 300mm*300mm | ±0,02 |
| Dəzgah Ölçüləri | Uzunluq × en × hündürlük (mm) | çertyojlara görə |
| Ümumi çəki (t) | (təxminən) 62 | |

Yuxarıda göstərilən parametrlər ilkin dizayn parametrləridir. Faktiki dizaynda, şirkətinizin emal hissələrinin tələblərinə cavab vermək üçün iş parçasının emal tələblərinə və dəzgahın dizayn tələblərinə uyğun olaraq dəyişikliklər ola bilər.